"Martin too was used to working with 3D modeling and printing in his day job. Thus 3D printing became a logical avenue to try and materialize the Spirula concept. Our 2014 Akemake protoype attracted a lot of attention and demand but its FDM technology did not allow us to manufacture wooden Spirula in series. Process reliability, printing time, manufacturing cost and above all sound quality were all far from ideal. We had to look elsewhere for a technology that could generate efficient low-volume production and improved sonics. Around that time we discovered sand printing and began experimenting. This method is mainly used to print molds for the casting industry so the printed form is very fragile and porous. It took us a few years before we perfected hardening the printed product into the silica composite we now use. We had to develop our own compound hardeners to give the material rigidity, durability and perfectly airtight acoustics.

"Once we perfected our sand printing, we developed Thunderstone. The process took us through five stages of development to pick the right drivers, design and model the enclosures, prototype then develop the electronics and test everything over and over again. The testing looped us back to the drawing board several times so the final shape and features of the Ionic system resulted from several rounds of iterations, optimizations, tweaks and upgrades.

"The goal of our driver research was to identify premium specimens with high power output relative to diameter, the greatest bandwidth and outstanding response characteristics. Spirula wanted a 3" or 4" unit loaded into a minimum air volume for a Qtc of 0.707 usually considered the optimum alignment for excellent transient response, low bass performance, high power handling and flattest response. The ideal companion woofer had to hit 40Hz at -3dB. Using three types of professional design software, we benchmarked and verified parameters to calculate a wide variety of cabinet types whilst tracking performance with a cabinet calculator of our own design. We benchmarked over 40 different types of 3" and 4" widebanders and over 40 different types of 5"-8" woofers. We looked for the best combination of sound parameters, cost and availability to end up with our final 3" Tangband and 5.75" Wavecor. In Thunderstone, the ports and driver together create the desired response in a 4th-order Chebychev alignment.













"Using one of the most advanced CAD programs widely adopted by the automotive and aviation industries allowed us to develop a styled design package and visualization modes to create, modify and validate complex innovative shapes almost on the fly. In the beginning we designed and developed over 10 different fully parametric CAD subwoofer concepts to evaluate the overall cabinet shape, size, packaging (electronics, drivers, volume knobs) and possibility of multiple bass ports.

"We started rapid prototyping with basic FDM as a 3D printing process which uses a continuous filament of thermoplastic material. The initial speaker and subwoofer prototypes were printed from PLA, ABS or Timberfill mainly to determine appearance and packaging feasibility. Yet the acoustic properties, printing time, cost and quality of these plastic prototypes were not acceptable. This led us to binder jetting, an additive process where a liquid binder is selectively deposited to join sand particles. Layers of material are then bonded to form an object, with the print head strategically dropping binder into the silica and powder. Over the years we tested a wide variety of post processes for infiltration and coating to harden the brittle raw printed components. Due to the need for deep infiltration, stiffness, absolute air-tightness and the finest surface finish, we decided to collaborate with an established chemical laboratory to develop our own bespoke hardener. This was probably the most difficult part of the process. After years of developing about 100 prototypes, we finally perfected a solution that covers all the requirements: full infiltration, material rigidity, airtightness, cost effectiveness and outstanding visuals."

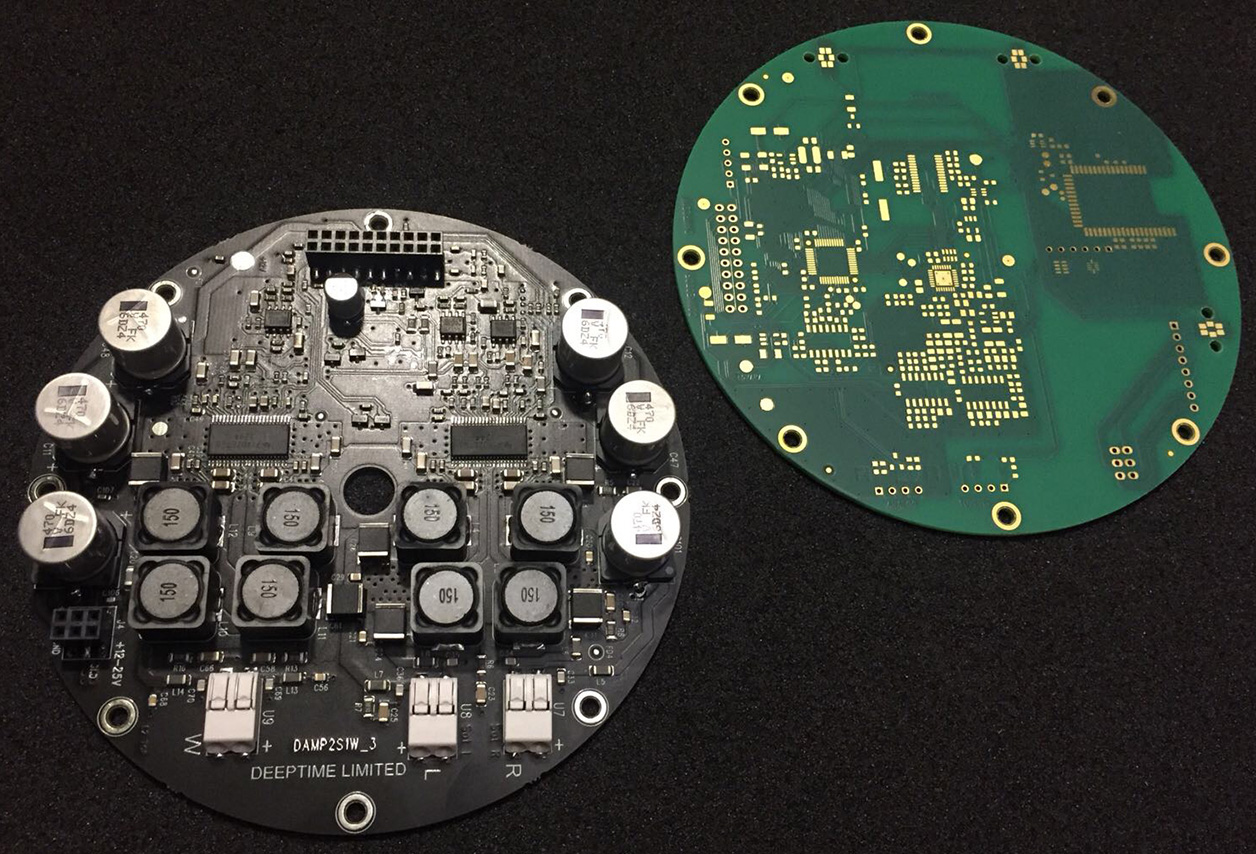
"For the Thunderstone prototypes, we incorporated basic off-the-shelf electronics at first. Due to their lack of performance, connectivity and packaging issues, we then decided to design and develop our own modular electronics that would work not only for this but also future models. We invested a lot to deliver a solution that covers our requirements and customer expectations. We wanted class D with an extremely low noise level; a control board with integral high-res Bluetooth and automatic signal detection; and highly efficient switch-mode power for low consumption all assembled into one modular 'hamburger' mounted beneath the volume knobs which double as passive heat sinks. The electronics use no equalization. The only thing we had to fine-tune was the hardwired 200Hz crossover. Apart from the drivers, all the electronics are sourced and manufactured in the EU with the aim to achieve control over the supply chain and deliver the highest possible quality."