This review page is supported in part by the sponsors whose ad banners are displayed below |
 |
 |
|
About our drivers. Our very first AudioSolutions model was the Rhapsody 80. I decided on Seas drivers with an extended cone area for their basket size because I'd worked with those before and found their bass response excellent for their smaller size. The tweeter in all Rhapsody models is another Seas unit but this time from their Excel line. These drivers have some disadvantages if you try to cross them too low, say 1.000 - 1.200Hz. Though their FS is quite low, they tend to get 'screamy' and distortion increases.
If crossed around 2.000 - 2.500Hz however they work very well with a highly detailed sound that's not too silky like the well-known Morel MDT30 but neither harsh and sterile like hard domes. I'd also worked with these tweeters before to be well familiar with them. I considered models from the ScanSpeak Classic and Revelator lines but this would have created too much of a cost imbalance, demanded pricier midrange units to match and Revelator woofers.
|
|
|
 |
The Rhapsody 60, 130 and 200 all use this same Seas tweeter. The Seas mid/woofer of the 60 has a different motor from the 80 to be more suitable to a monitor and allow for a 1st-order filter. For the 130 and 200 the story is different since the Seas 18cm drivers lack a good vocal band. They're fine for bass but after 9 years of DIY experience I know that their midrange is muddy and lacks clarity. Instead of customizing a Seas which I couldn't afford at the time, I looked for a suitable replacement.
|
| This got me to SB Acoustics - much like ScanSpeak but a lot more affordable and in certain aspects actually superior technically. On the 130 I began with their 17cm unit and was amazed at the low bass from this reduced 18cm unit; and how perfect the midband was where the most important musical info resides after all.
It was clear how their high Xmax didn't lose vocal range detail and maintained a low-distortion profile. |
|
|
They have a superbly fast response to sound very 'live' and if I remember their Qms is above 5 to not be overdamped. They are so well-damped on their own as to not require additional damping which always kills all the energy and liveliness of the sound. |
|
|
| In the Rhapsody 200 you have the same story. I needed a good woofer that could play a bit of the midband with low distortion which pointed at the SB Acoustics 23cm unit. For the actual midrange there was only one stock option, the Seas MCA15RCY which is quite unique. Its response is flat to 8.000Hz
beyond which it gets a bit tricky but I had no need for such extension. I believe the only better midrange would be a ScanSpeak Revelator 13M or 15M Series unit but the price difference would be substantial. All I can say about the Seas MCA is that I'm amazed how they achieved such performance. With the usual midrange drivers you will measure rising distortion above 6.000Hz but the MCA don't. They exhibit excellent frequency response with very low distortion and thus had my vote. |
|
|
|
|
 |
About our cabinets. All Rhapsody enclosures are made from various
tolerance MDF where different thickness provides different resonant frequencies for reduced
energy storage. Combining variously thick MDF creates
better results than one massive board. And we also use plywood which
is stronger than MDF and equal in all directions
whilst MDF is weaker on its cut edge.
The 200 enclosure is built up from four layers. The innermost is 5mm Ply followed by 8mm MDF, then 8mm Ply and
10mm MDF for a total of 31mm thickness plus 1mm glue between all layers combined. That glue is Polyurethane with high self-sealing abilities. When applied it expands a bit to fill out all the micro holes which creates monolithic strength. The glue itself hardens to between elastic and frozen. This makes perfect joints since MDF and Plywood can expand under normal humidity conditions. Such hybrid joints should never be too rigid. Identifying the ultimate glue took a few years of experiments.
|
|
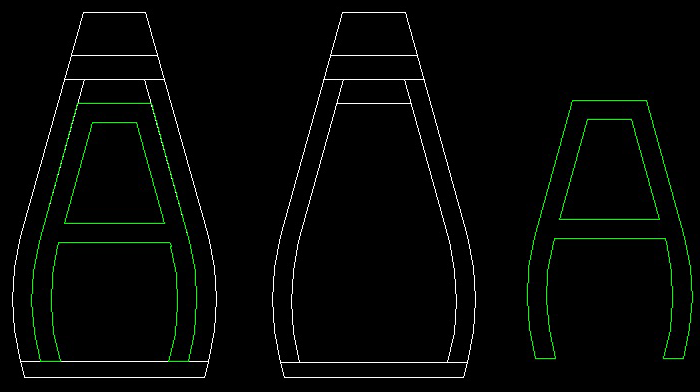 |
Basic concept of the inner (green) skeleton.
|
All sidewall layers are bonded at one time in a special custom press. Afterwards these bowed panels get glued to the inner skeleton. That's similar to building aircraft wings where you first manufacture the skeleton before covering it with the outer layers. For the skeletal ribs we again combine MDF and Plywood, the latter for the areas which require extra strength like where the drivers mount.
|
|
|
 |
The Rhapsody 200 model under review has 11 internal ribs. The top, bottom and back of its cabinet are 60mm thick while the sidewalls again are 32mm. The highly curved sides of course are already less resonant than equivalent straight planks would be.
This shape isn't merely for cosmetics. We experimented with several intermediate shapes between a simple rectangular box and the final design. Cross sections which narrow toward the rear minimize international reflections. Sound reflected particularly off the rear wall is
bad. Many attempt to address this with various damping materials. This helps at higher frequencies but in general it's more advantageous to make this surface small to begin with. Some contributors to audio forums here in Lithuania claim another advantage, saying this shape acts like a megaphone in reverse. I didn't look more deeply into that theory but it's possible.
We use damping materials, mostly acoustic foam and natural wool felt on the top, bottom and center of the enclosure with additional felt on the internal ribs.
The center area is critical because it's in this region where the acoustic speed is highest while pressure is lowest. At the top and bottom it's the inverse - highest pressure and lowest speed. This means maximal energy to make damping in these areas useless. The far reduced energy in the center meanwhile makes damping there most effective. It's exactly how recording studios apply their damping.
To dress up the front panel we use Eko leather since I'm against killing animals for their skins. One of my secret dreams is to one day own my own mini zoo. Granted the Eko leather doesn't look as good as the real thing but it's very close and we preferred to make this sacrifice on behalf of the animals. We use high-quality natural veneers since wood creates visual warmth and colors. Now keep in mind that all the cabinet manufacturing process is done by hand. The only CNC contribution is machining the ribs and front panel because these parts require very high precision. All other wood work is done the old-fashioned time-honored way - by hand and with hand tools. We for example still veneer with a veneer hammer and all veneer joinery is done by hand.
We use non-toxic lacquers and paints made from natural tars. The veneers are covered by three layers of lacquer. In the future we will add high-gloss surfaces but at present we only work in matt. |
|
 |
  |
 |


